現(xiàn)在機加工市場在銑削方面主要使用的設(shè)備是立式或是臥式的三軸加工機,但隨著工件加工復雜度的提高,一個工件多個部位需要加工,為了保證度有的時候需要使用第四軸等設(shè)備,但受到成本的限制,很多客戶對于高昂的機床價格只能望而止步,加裝第四軸受到成本及工件尺寸的限制也很難實現(xiàn),多次裝夾工件后又會帶來度的降低及加工時間的上升。
可轉(zhuǎn)向加工的角度頭,就可以解決客戶遇到的第四軸加工問題。
正河源角度頭在剛性和度上作了重點的改善,轉(zhuǎn)向后內(nèi)孔度能保證在0.01mm以內(nèi),并且有ER系列和高度的SKS系列夾頭來滿足客戶轉(zhuǎn)向后的銑削,鉆孔及攻牙的加工場合。
從而實現(xiàn) “轉(zhuǎn)向加工 制程簡化 省時便利 效率提升” 的目的。
首先,我們先來認識一下角度頭:
(下文以,臺灣正河源小鋼炮銑削頭為例)
角度頭的功能與應(yīng)用
一一一一一一一一一一一一
• 適用于中切削,鉆孔、攻牙和銑削,可用于自動換刀系統(tǒng)。
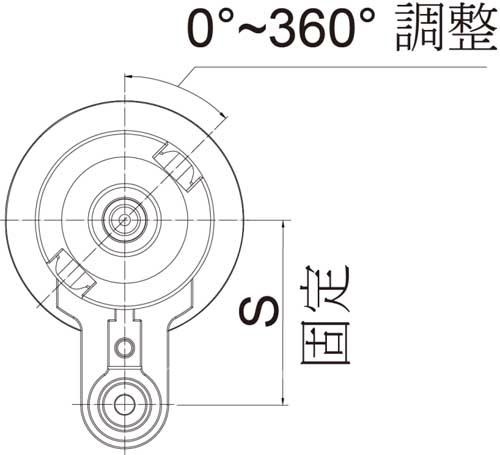
• 與主軸方向呈90°,能再做360°旋轉(zhuǎn),以利于任意角度加工,節(jié)省加工時間且提升生產(chǎn)效率。
• 當加工時,主軸向逆時針方向轉(zhuǎn)動。
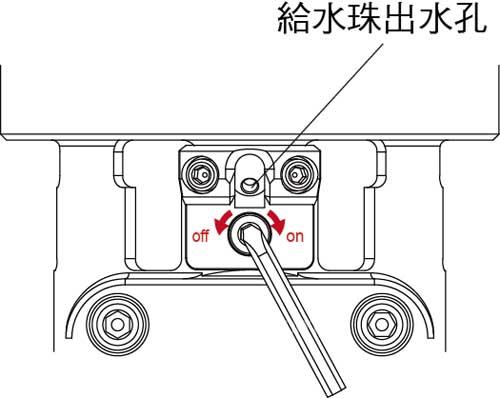
• 中心出水和側(cè)邊給水設(shè)計,可選擇刀具出水或由出水孔出水,給水珠出水孔可萬向設(shè)計 角度可自行調(diào)整。
• 夾頭心軸部份配合ER/SKS系列,夾持部偏擺度為0.001~0.02以內(nèi)。
• 轉(zhuǎn)速為4000 RPM。
• 齒輪傳動比例:1:1



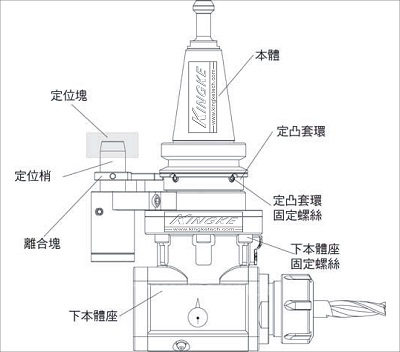
正河源小鋼炮-90°角度頭 角度頭各個部位的介紹 正河源中鋼炮-90°角度頭
角度頭供油系統(tǒng)
一一一一一一一一一
1• 切削液從定位塊通過角度頭本體內(nèi)部,由刀具供油(我們一般稱作“內(nèi)冷”下圖)或選擇由給水珠供油兩種,達到冷卻效果。

2• 切削液從拉刀機構(gòu)通過角度頭本體內(nèi)部,由刀具供油或選擇由給水珠供油(我們一般稱作“外冷”,如下圖),達到冷卻效果。

角度頭的安裝說明及使用注意事項
一一一一一一一一一一一一一一一一一一
一、定位塊安裝前注意事項:
1.請先確認主軸法蘭面上是否有螺紋孔,如果可以請使用現(xiàn)有螺紋孔安裝定位塊。如在主軸法蘭面上須鉆孔或攻牙時,請與機械制造商聯(lián)系,確保在鉆孔或攻牙時,不會造成機臺內(nèi)部損傷。
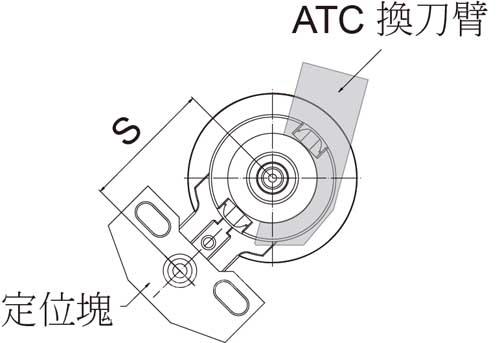
2.將定位塊裝置中心加工機主軸法蘭上,可準確保持定位梢到主軸中心距(S尺寸)的距離。請確保定位塊不會影響到自動換刀系統(tǒng)的運作。
——————————————————————————————————————————————
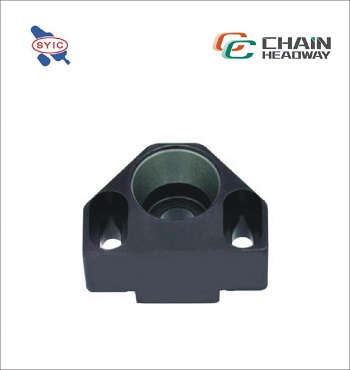
定位塊的形式(點擊圖片,可以鏈接到定位塊詳情)



3.每一個裝置的S尺寸都是固定的。
BT40刀桿的S尺寸是65mm(2.559”)
BT50刀桿的S尺寸是80mm(3.149”)
4.定位塊與定位梢之種類與長度是依據(jù)機臺不同在安裝之前需檢查全部尺寸,以確保準度避免干擾。
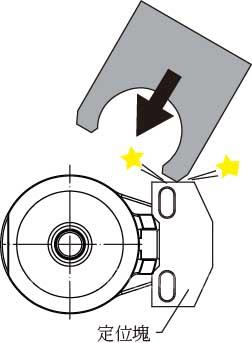
二、小鋼炮角度頭安裝步驟:
一一一一一一一一一一一一一一一
1.將機臺主軸定位(M19)。
2.將定位塊鎖上主軸法蘭面,螺絲不要鎖緊保持可以左右滑動。
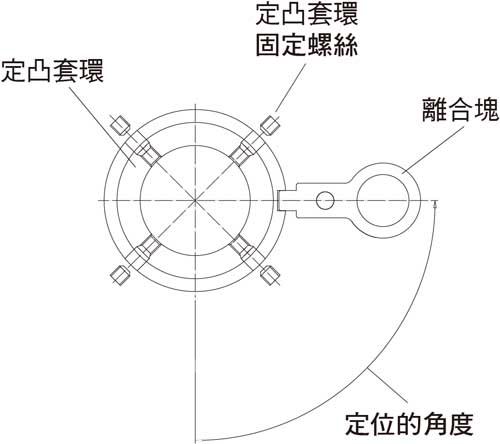
3.將小鋼抱銑削頭定凸套環(huán)上4顆固定螺絲轉(zhuǎn)松開約1/4圈,小鋼炮銑削頭本體即可轉(zhuǎn)動任意角度。
4.將小鋼抱銑削頭刀桿本體川鍵槽與定位梢同時對準機臺主軸川鍵與定位塊,并且把小鋼抱銑削頭裝置于機臺主軸上后,使離合塊與定凸套環(huán)上凹槽脫離。
5.將定位塊螺絲鎖緊。
6.裝置后將定凸套環(huán)凹槽對準離合塊,把定凸套環(huán)上4顆固定螺絲鎖緊。
7.解除機臺主軸定位,后用手轉(zhuǎn)動主軸,測試主軸是否能轉(zhuǎn)動及離合塊與定凸套環(huán)上凹槽是否有完全脫離。
8.再將機臺主軸測試運轉(zhuǎn)(逆轉(zhuǎn)M04或正轉(zhuǎn)M03),速度請勿太快,約50~100RPM。
9.將主軸停止,再做一次主軸定位動作確認定凸套環(huán)凹槽是否對準離合塊,如未對準請再重新做一次安裝步驟。
˙務(wù)必確認定凸套環(huán)上的4顆固定螺絲已鎖緊,若沒有徹底執(zhí)行此動作會導致定位的角度無法維持,以及發(fā)生不正常的自動換刀。
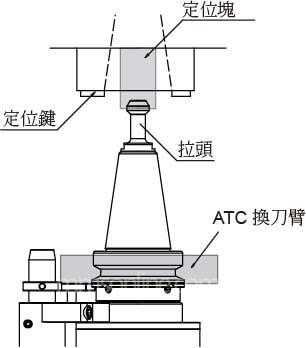
• 確認在執(zhí)行自動換刀時,拉頭與川鍵、定位塊不會有互相干涉。
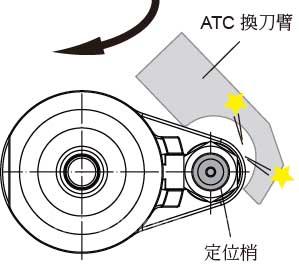
• 請確認在執(zhí)行自動換刀時,自動換刀臂與定位塊沒有互相干涉。
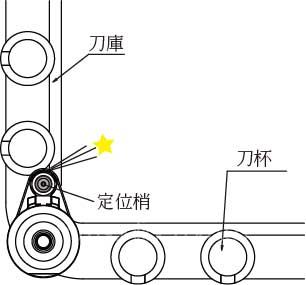
• 避免不必要的損壞,請將鄰近左右的刀杯空下來。
• 自動換刀不適用與某些機臺上,因為有重量和尺寸上不同的限制。
使用本產(chǎn)品之前請確認自動換刀的夾持重量無過大值。
自動換刀的后確認:
安裝定位塊、冷卻劑的連接與定位角度的設(shè)定完成后,以手動的方式將小鋼炮銑削頭安裝至機器主軸。
請確實檢查主軸的定位鍵與小鋼抱銑削頭的川鍵槽是否契合,且定位梢已有插在定位塊的溝槽中。
三:角度頭使用注意事項:
一一一一一一一一一一一一一
1.使用小鋼炮銑削頭,機臺主軸轉(zhuǎn)向為逆轉(zhuǎn)(M4)。
2.高水壓7kgf/c㎡。
3.給水系統(tǒng)使用方式為:順時針轉(zhuǎn)(ON)則有刀具出水功能;逆時針轉(zhuǎn)(OFF)則有給水珠出水功能。
• 注意當選擇使用刀具出水功能時,請用M3無頭螺絲將給水珠出水孔鎖緊,增加刀具出水功能的出水量。
4.調(diào)整加工方向須將下本體作底部上的6顆螺絲松轉(zhuǎn)約1/4圈,使下本體座能夠轉(zhuǎn)動后,使用百分表或千分表,將下本體座基準平面校正至平行0.01~0.005,再將6顆螺絲鎖緊即可。
5.螺帽鎖固請使用該產(chǎn)品所搭配之板手。
6.當銑削頭有卡鎖、運轉(zhuǎn)時有異常聲音、過熱或震動的問題,請與我們聯(lián)系,請不要自行拆開裝置
四:角度頭的保養(yǎng)
一一一一一一一一一一一一一
1.小鋼炮角度頭里已有潤滑油,不需拆開添加潤滑油。
2.當完成加工后將小鋼炮銑削頭由機臺上取下后,請使用高壓風槍對準定位梢或給水型拉頭的給水孔將銑削頭內(nèi)部切削油吹出,一定要吹到完全沒有切削油噴出,以免下一次使用產(chǎn)生冷卻通道阻塞情況。
3.平常保養(yǎng)請用高壓風槍將小鋼炮銑削頭上油污及鐵屑去除,外觀本體再涂上防銹油。

網(wǎng)站二維碼掃一掃

企業(yè)公眾號掃一掃




